Sciences pour tous vous propose des
réalisations en électronique, optique, astronomie...
Réalisation d'un robot 4 axes
(Difficulté : **** difficile)
Vidéo Youtube du
robot en test sur
2 axes (1)
Vidéo
Youtube du robot en test sur
4 axes (2)
Vidéo
Youtube du robot avec le
boîtier de commande (3)
Vidéo
Youtube du robot 4 axes et
broche (4)
Vidéo
Youtube du robot : fraisage
d'un morceau de bois (5)
Vidéo
Youtube
du robot : mesures de répétabilité (6) :
Ce projet
consiste à réaliser un robot 4 axes pour le perçage, fraisage, gravure,
laser, plasma, impression 3D...
Il y a 2 grandes
familles de robot ou CNC : les linéaires et les rotatifs. (il y a aussi
des robots mixtes).
Les robots
linéaires sont plus faciles à réaliser (et à programmer) mais l'objet à
usiner est à l'intérieur du robot : le robot est encombrant et/ou
l'objet est petit.
Les robots
rotatifs où l'objet est extérieur au robot : on peut donc fabriquer des
"grands" objets avec un "petit" robot.
Nous souhaitons
fabriquer un robot rotatif, 4 axes, économique, "simple" à réaliser
sans avoir recours à du fraisage, tournage etc... (Mais une imprimante
3D est quasi indispensable)
Dans un robot, la
difficulté, c'est d'avoir à la fois de la précision, de la puissance et
de la vitesse (C'est d'ailleurs, ce qui fait le coût des gros robots
industriels).
Dans un robot
rotatif, le moindre jeu est amplifié quand le robot se déploie et le
petit jeu de l'engrenage à peine perceptible sur le premier axe du
robot peut se traduire par plus d'un mm de jeu au niveau de l'outil...
Le jeu peut être
angulaire ou axial...
Nous cherchons
donc une solution simple et économique pour avoir un mouvement
angulaire précis, jeux minimum, répétitif, sans "backslash", et
suffisamment puissant. (et suffisamment rapide)
Pour ça, il faut
abandonner les engrenages. (et, évidemment, les servos RC). Il existe
des solutions sans jeu comme les "Harmonic drive" mais c'est cher.
Il faut, en plus,
que ce soit réalisable en atelier avec une perceuse à colonne, un étau
et c'est à peu près tout.
Les quatre axes
sont à peu près identiques.
Le premier axe
est vertical : rotation du robot dans un plan horizontal sur un angle
d'environ 240° (peut-être un peu moins).
Le 2e axe est
horizontal : rotation du robot dans un plan vertical, angle environ 240°
(peut-être un peu moins).
Le 3e axe est //
au 2e à une distance de 250 mm.
Le 4e axe est //
au 3e à une distance de 250 mm et supporte l'outil.
Par la suite, on
pourrait rajouter un 5e axe horizontal qui porterait l'outil.
1ère partie : conception mécanique
Nota
: moteur ou moto-réducteur ?
Moteur
pas
à pas :
Précision
: la plus petite poulie
fait un diamètre de 12 environ, ce qui fait, avec la couronne de 95,
une démultiplication de 8 environ. Le pas angulaire du moteur est de
1.8° soit 0.0314 rad. Le pas angulaire de la couronne est donc de
0.0039 rad. entièrement déployé, le bras du robot fait 2 fois 150 soit
300. Un pas fait donc 0.0039x300 = 1.2 mm.
C'est trop grand : pas assez de précision, il faudrait des micro-pas,
et encore...
Moto-réducteur
:
https://www.ebay.fr/itm/1-27-Moteur-Pas-a-Pas-Nema-17-Reducteur-Planetaire-Integre-1-8-Degres-3-9V/293622452249?_trkparms=aid%3D111001%26algo%3DREC.SEED%26ao%3D1%26asc%3D20160908105057%26meid%3D7bd99869f5074f3e97f087d4e3da59b8%26pid%3D100675%26rk%3D3%26rkt%3D15%26mehot%3Dnone%26sd%3D164315639045%26itm%3D293622452249%26pmt%3D1%26noa%3D1%26pg%3D2380057&_trksid=p2380057.c100675.m4236&_trkparms=pageci%3A03b2aaf9-fa5b-11ea-86c7-56439af03f6b%7Cparentrq%3Aa5b50c221740ace085d67e28fff97bf0%7Ciid%3A1
(axe de 8)

Précision
: on peut installer
une poulie plus
grande de 30 dents soit un diamètre de 20 environ, ce qui
fait, avec la couronne de 95, une démultiplication de 5 environ. Le pas
angulaire du moteur est de 1.8° soit 0.0314 rad. Le pas angulaire
du moto-réducteur (1/27) fait 0.0011rad. Le pas angulaire de la
couronne est donc de 0.00022 rad. entièrement déployé, le bras du robot
fait 2 fois 250 soit 500. Un pas fait donc 0.00022x500 = 0.11 mm.
Environ 1/10 mm : c'est suffisamment petit...
Vitesse : on doit pouvoir faire
tourner (avec accélération progressive) le moteur autour de 5t/s. Le
moto réducteur peut donc tourner à 0.19t/s. la couronne peut donc
tourner à 0.038t/s soit 0.244rad/s.
Avec le bras déployé à moitié à 250 mm, pour parcourir 100 mm, il faut
donc environ 0.1s ce qui est correct.
Jeu
angulaire : sur le moto
réducteur, nous avons mesuré un jeu angulaire de 0.007 rad (Ce qui est
insuffisant pour la précision du robot). Mais avec la couronne, on
démultiplie de 5 soit un jeu de 0.0014. Bras déployé à 500 mm (Le
maximum) cela fera un jeu de 0.6 ce qui est correct mais limite. (C'est
pour cette raison que nous avons limité les entraxes des axes à 250 (ce
qui fait quand même 500 vers l'avant et 500 vers l'arrière). Pour de la
précision, il faut donc déployer le bras du robot le moins possible.
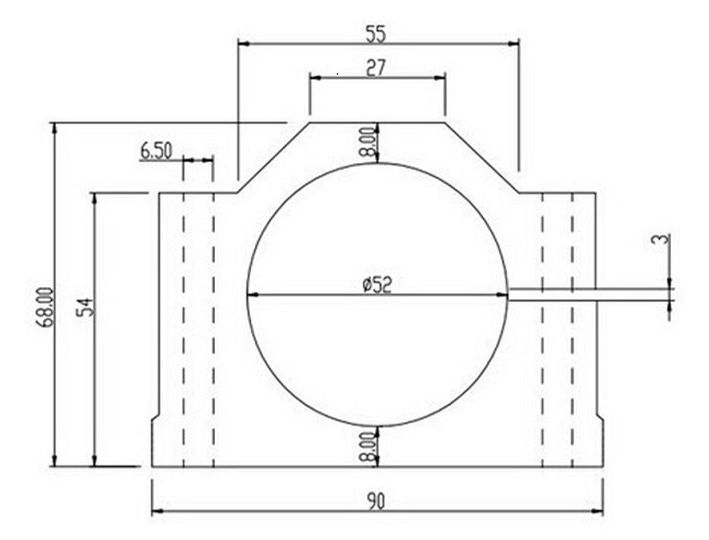
Conception :
Un profilé alu de 85x45 e2 (menuiserie
alu) découpé reçoit un moto réducteur pas à pas de 42x42 (fixé par 4
vis M4F90x10). Une poulie crantée entraîne une courroie crantée qui
entraîne une couronne en ABS imprimé en 3D de 95 de diamètre et 15 de
hauteur. Les deux extrémités de la courroie passent par un trou de 6
dans la couronne. Les deux extrémités sont reliées ensemble et reliées
à un ressort qui les tire vers l'axe de la couronne pour supprimer le
jeu. Le ressort est maintenu par 1 vis écrou M3x20. La couronne est
centrée sur un tube acier D30 et appuyée sur un roulement large mais
fin 30x42x7 qui est appuyé sur le profilé alu (côté extérieur) (percé à
D38) et centré par 3 vis à M3x120° sur le profilé alu. Le même
roulement est centré de la même manière sur la face opposée du profilé.
Un tube PVC D40 (plomberie), h 41 est inséré à l'intérieur du profilé
alu pour éviter la déformation et l'écrasement du profilé.
Le tube acier D30 traverse le profilé
alu (D38) et traverse également le 2e profilé alu (percé à D30) à
entraîner qui est plaqué sur la couronne. 3 vis écrous M4x15
l'entraînent en rotation. Le 2e profilé alu reçoit aussi Un tube
PVC D40 (plomberie), h 41 inséré à l'intérieur du profilé alu pour
éviter sa déformation et son écrasement.
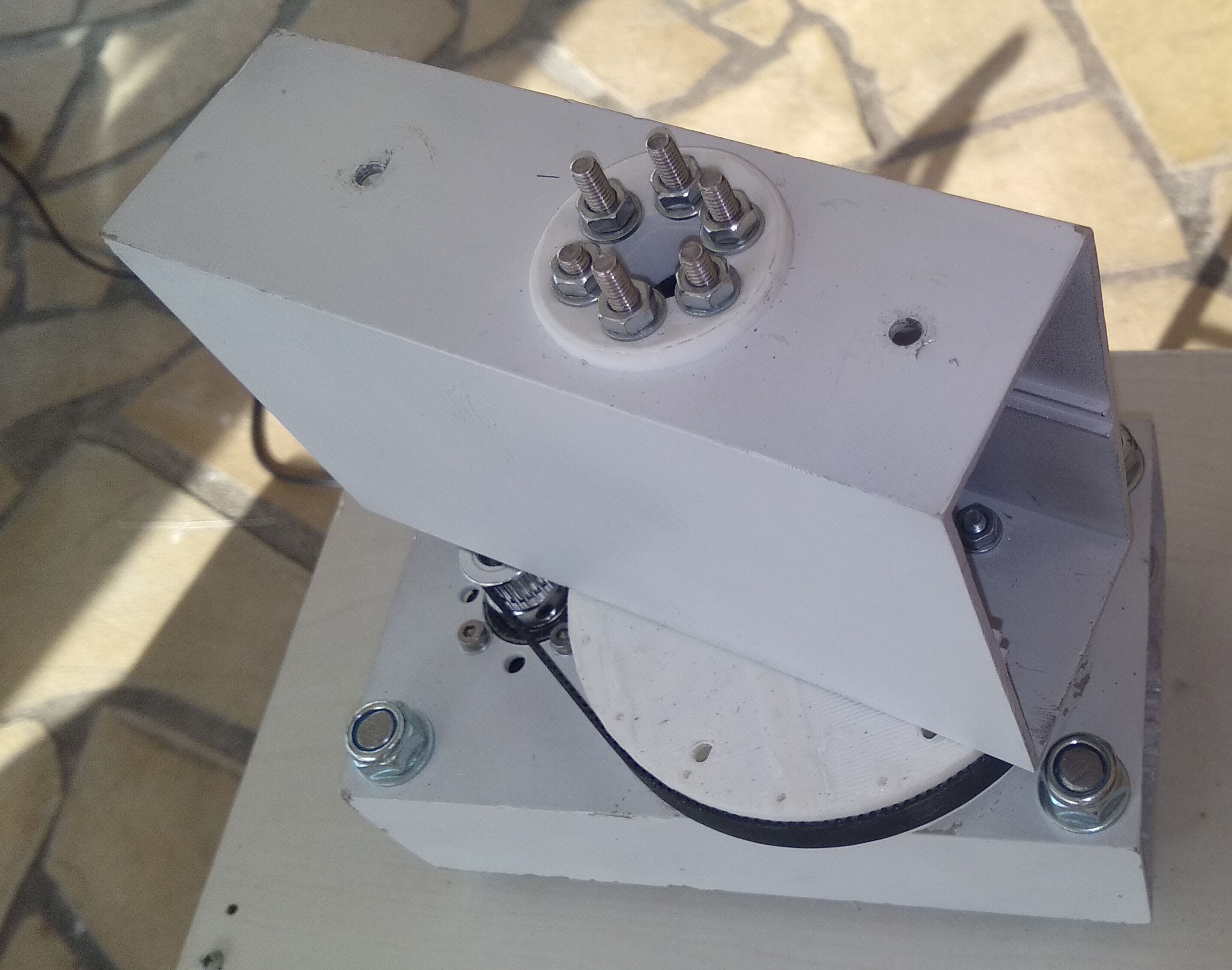
2 bouchons ABS imprimés en 3D ferment le
tube de 30 et sont traversés par 6 ou 3 tiges filetées M3x120 avec 12
ou 6 écrous M4 qui bloquent le tout. Le trou restant permet le passage
des câbles des moteurs et de la broche.
L'ensemble constitue un système rigide
sans jeu, avec un minimum de déformation et assez facile à réaliser
avec des moyens limités. Il faut juste une fraise à étage pour percer
correctement les grands trous dans les profilés (D22, D30, D38) : https://www.ebay.fr/itm/3-12-4-12-4-20-4-32-5-35-4-42mm-HSS-CO-M35-Fraise-Foret-Forage-%C3%A0-%C3%89tage-Drill-Bit/283816787878?ssPageName=STRK%3AMEBIDX%3AIT&var=585243783853&_trksid=p2060353.m2749.l2649

Une excroissance (imprimée avec la
couronne), sur le bord de la couronne permet d'actionner un switch
(fixé par 2 boulons M3x20) qui permet au système de faire son 0.
Nomenclature
(par axe) :
Vue d'un axe en coupe : la
courroie et la poulie de sont pas encore crantées, il manque le
ressort....
Le profilé du haut est découpé pour laisser passer la poulie...
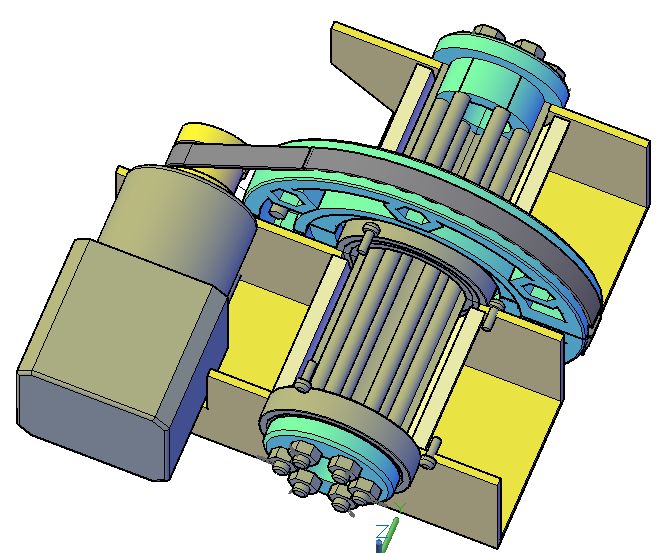
.
Ce système, assez simple à
réaliser, permet un angle d'environ 240°, très peu de jeu, relativement
rapide, puissant et pas trop lourd.
Améliorations
possibles :
- Améliorer la rigidité des
2 profilés au-dessus de l'axe 1 (bouchons, croisillons...?)
- Boucher (par des pièces imprimées en
3D ?) les profilés (en laissant passer les câbles) (esthétique,
poussières et surtout rigidité)
Même conception pour les 4 axes :
La couronne du premier axe est fixée au 2e axe par un morceau de
profilé intermédiaire.
La couronne du 2e axe est fixée au 3e axe avec un profilé plus long
(entraxe 250).
La couronne du 3e axe est
fixée au 4e axe avec le même profilé (entraxe 250).
Le 4e axe entraîne un morceau de profilé pour fixer un moteur de
la broche par exemple
Les câbles passent à l'intérieur des axes, un câble par moteur avec un
connecteur au bout de chaque câble...
Vue des 4 axes coupés :
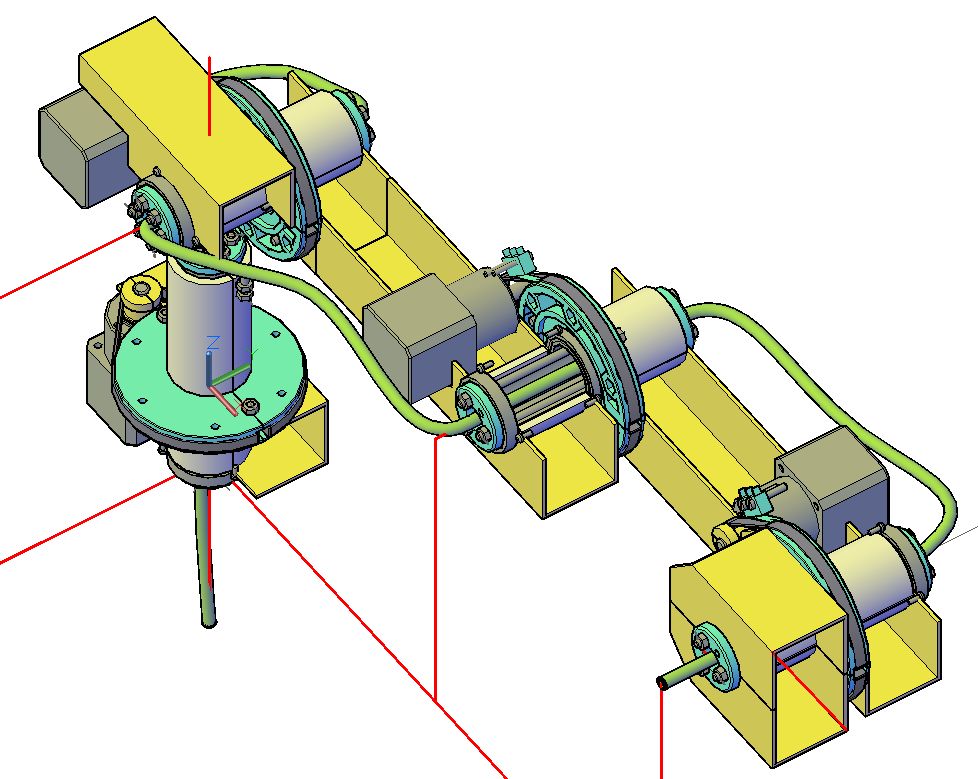
.
La même vue non coupée :
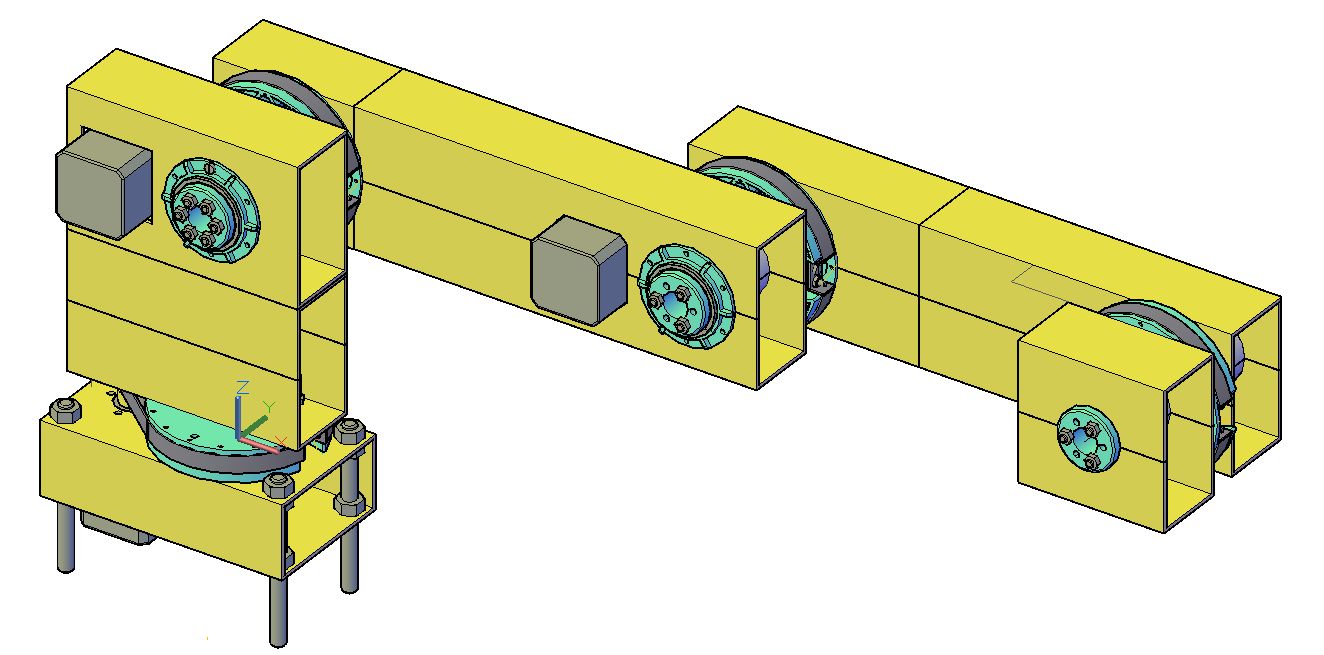
.
Vue de l'autre côté :
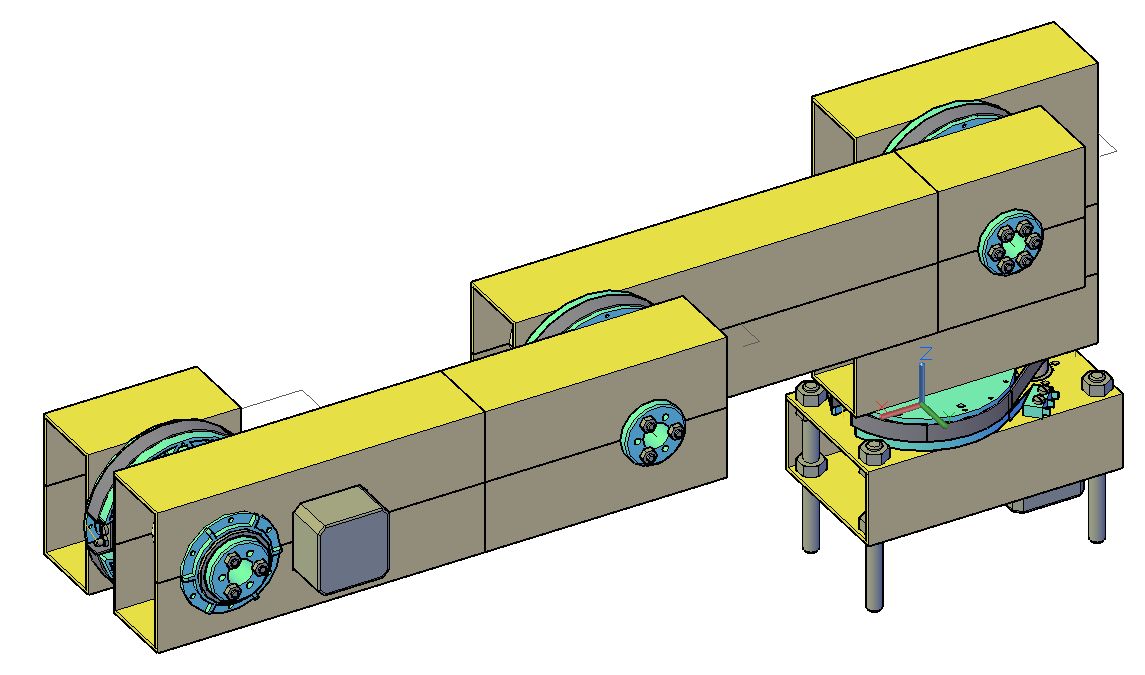
.
2ème
partie : réalisation mécanique des 4 axes
Vue des pièces imprimées en 3D :

.

.

.
Une bonne partie des morceaux réalisés, prêt à être assemblés :
La base horizontale avec 4 tiges filetées M8 sur laquelle est monté un
profilé et un 2e profilé pour le 2e axe
Les 4 moteurs pas à pas et réducteurs (et leurs câbles et connecteurs).
Un moteur est équipé d'une poulie
Les couronnes imprimées en 3D
Le tube PVC à découper
Le tube acier D30 à découper
Les 2 bras en alu percés et peints
Les bouchons imprimés en 3D et peints
(Une fraise à étage est vraiment indispensable pour percer proprement
les 17 trous ronds de gros diamètres)

.
Le robot en cours de montage.
L'axe 1 (vertical) est assemblé :
Le robot est fixé par 4 tiges filetées M8 provisoirement sur une plaque
blanche pour les essais.
.
Le robot en cours de montage avec les roulements à billes et les axes
en acier : de gauche à droite :
- Le moteur, la poulie et la
courroie crantée de l'axe 1.
- Non montés : les flasques
en ABS, les roulements tendeur, les bouchons en ABS et les tiges
filetées, le profilé et le moto réducteur.

.
- Le moto réducteur de l'axe 2 est
fixé.
- Un tendeur avec deux roulements
à billes a été rajouté : le couple important et la tension de la
courroie de l'axe 2 ont tendance, sinon, à faire sauter des dents : le
tendeur permet d'augmenter l'angle d'enroulement.
- Les flasques en ABS et les
roulements ont été fixés.
- La couronne en ABS est fixée à
l'axe en acier et n'est pas encore montée.

.
- La couronne est installée.
- La courroie (renforcée) est passée
dans le tendeur mais n'est pas encore bloquée sur la couronne.
- Le tendeur, constitué de 2
roulements à billes augmente l'angle d'enroulement et devrait éviter
le
saut de dents (l'axe 2 est celui qui supporte le couple le plus
important).

.
- Le bras de l'axe 2 est installé sur
l'axe en acier.
- Les bouchons en ABS ont été
montés avec les 6 tiges filetées M4.

.
- La courroie crantée est en place et
tendue.
- Le bras ne touche plus le sol.
- Il y a malgré tout un peu
d'élasticité au niveau de la pièce qui bloque et tend la courroie dans
la couronne : elle sera modifiée par la suite.
- Il y a un peu d'élasticité dans
tout le mécanisme: flexion des profilés...

- Le système d'axe en acier et de
roulements fonctionne très bien : pas de jeu, mouvement "doux", pas de
résistance, pas d'à-coups.
- L'entraînement pas courroie
fonctionne mais le couple et la tension sont très importants, surtout
sur l'axe 2
- A noter que ça limite la
capacité du robot à soulever des charges (La masse de la charge
s'additionne aux masses du robot et peut faire sauter une dent à la
poulie). Par contre si le robot appuie, pour du perçage, par exemple,
c'est l'inverse : l'effort de perçage allège les masses du robot et
diminue la tension dans la courroie de l'axe 2...
- Nous avons donc utilisé une
courroie renforcée et un tendeur à roulement pour éviter le saut de
dent malgré la tension dans la courroie
- Nous allons déplacer le moteur
de l'axe 3 près de l'axe (et rallonger la courroie) pour diminuer le
bras de levier et le couple
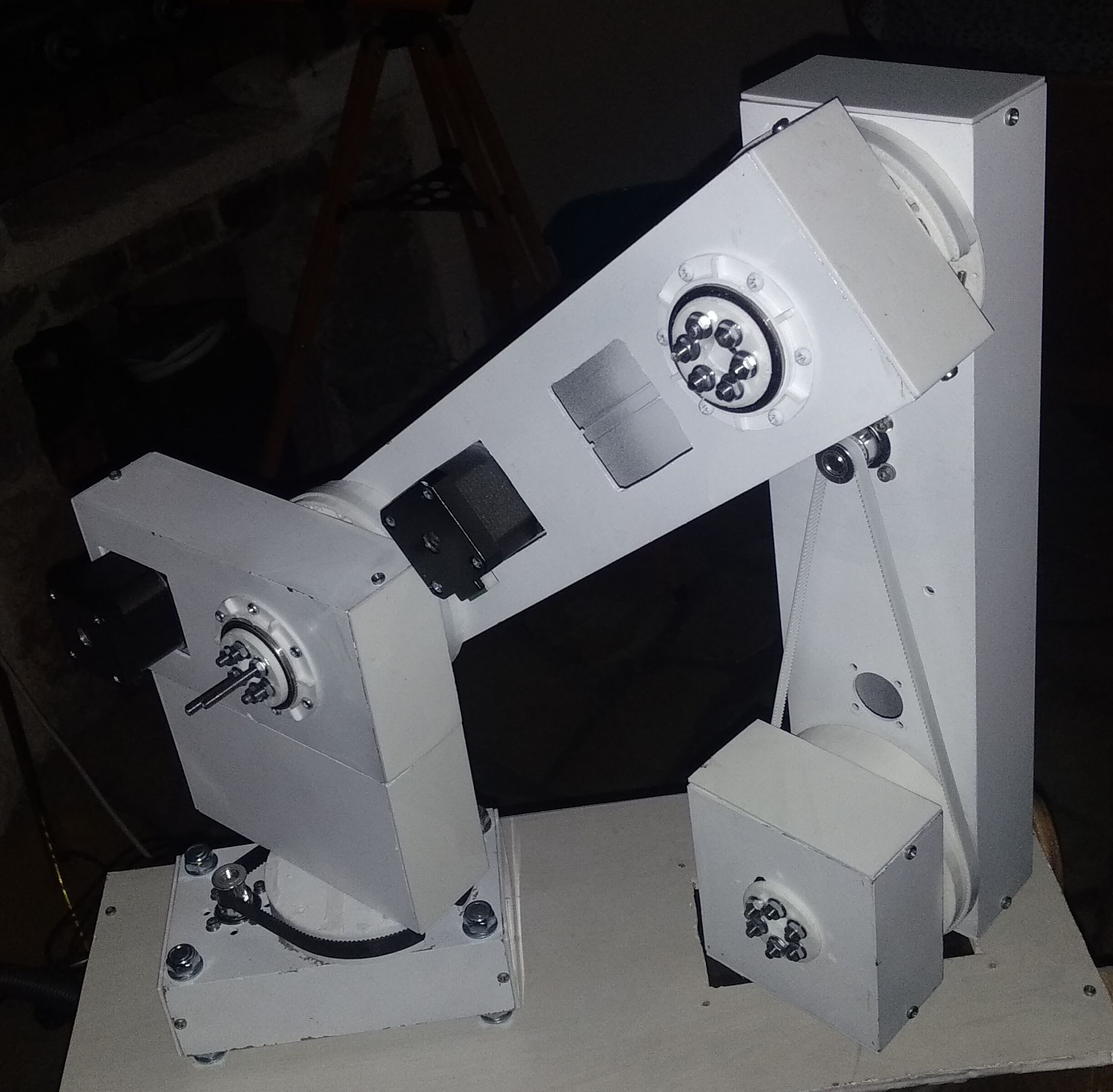
Vue de l'ensemble : les moteurs ont
été rapprochés de l'axe vertical (il reste les trous des anciens
emplacements), les courroies sont renforcées.
Il manque les microswitchs et leurs butées, les câbles et la broche.
L'ensemble marche bien. L'idéal serait d'augmenter encore la rigidité
au niveau de l'axe vertical : des roulements et un axe encore plus gros.
Une fois les microswitchs et leurs butées et les câbles installés, Nous
allons pouvoir faire des essais électriques un peu plus sérieux...
.
Nous avons installé un système
provisoire de contrepoids qui diminue (d'un facteur 3 environ) la
tension de la courroie de l'axe 2 mais en augmentant la masse,
l'inertie et l'encombrement (et en diminuant certains débattements).
Vue du côté opposé avec le
contrepoids provisoire, il faudrait remplacer l'acier par du plomb pour
gagner en encombrement :

.
Vue du robot complet avec les 4 câbles moteur reliés aux moteurs et aux
switchs et le câble 2 fils de broche
câble 6 fils :
Noir : + boucle 1
Vert : - boucle 1
Rouge : + boucle 2
Bleu : - boucle 2
Jaune : commun switch
Blanc : contact switch
Le contrepoids a été remplacé par un ressort beaucoup plus léger, moins
encombrant, moins d'inertie et plus efficace

.
Vue de l'autre côté :

.
La partie électromécanique du robot est à peu près terminée...
Les premiers essais sont concluants : après avoir réglé et testé les
switches, le déplacement avec une petite carte de commande de moteur
pas à pas, en testant les 4 axes un par un, tout se passe bien. Il faut
surveiller les collisions. Reste à voir les vitesses maxi que l'on
pourra obtenir en gérant les accélérations et décélérations. Et la
résolution, en utilisant des micro-pas.
.
3ème
partie : électronique
Tests
préliminaires (avec l'ancienne
électronique) :
Le robot fonctionne très bien,
l'amplitude maxi (bras déployé) était de l'ordre de 60 mm, la vitesse
maxi entre 10 et 20 mm/s.
Le moteur du robot "chante" comme
l'imprimante (peut-être un peu moins fort).
Le mouvement du robot est très
lisse et très répétitif : il arrive toujours au même endroit et semble
précis. Il faudra faire des mesures géométriques.
Vidéo
Youtube du robot en test sur
2 axes (1)
Vidéo
Youtube du robot en test sur 4 axes (2)
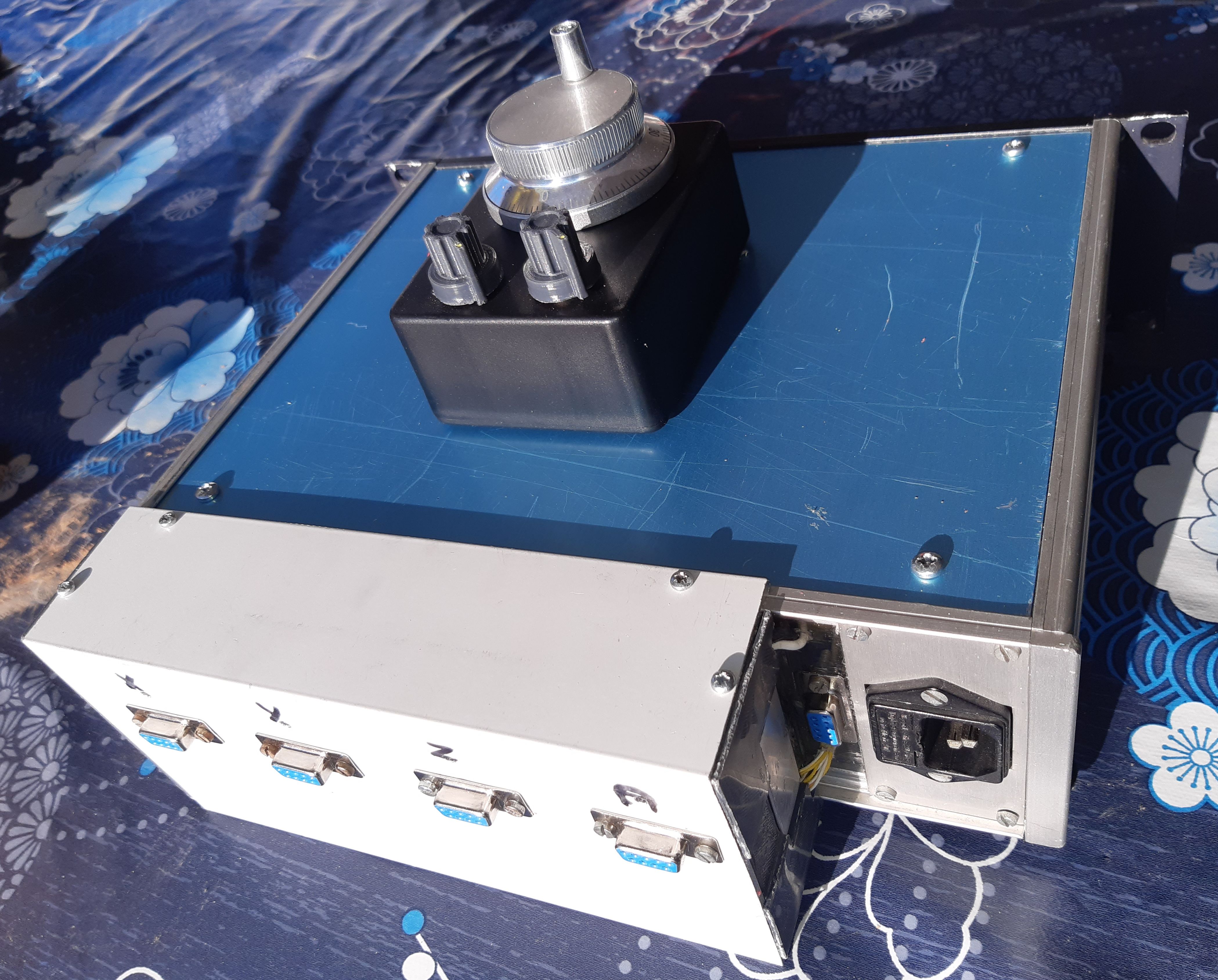
Nous avons ensuite logé
l'alimentation, la carte contrôleur, les cartes moteur, l'alimentation
broche et un bouton
d'arrêt
d'urgence
dans un petit boîtier 1/2 rack :
En cas de gros
souci, on appuie sur le bouton
d'arrêt
d'urgence qui coupe l'alimentation de la machine et sert
aussi de mise en marche :

Vidéo
Youtube du robot avec le
boîtier de commande (provisoire) 3
Montage du support moteur de broche
.
La broche CNC et son support
ont été installés sur le robot ainsi que son alimentation et le
potentiomètre de réglage sur le coffret (avec
l'ancienne électronique)
Le poids supplémentaire du moteur nous a conduit a renforcé le système
de ressort de compensation des masses :
4ème
partie : fabrication de la raquette de commande
.
Nous avons fabriqué un boîtier portable (100x50), munie d'une roue
codeuse
à impulsions Ø60. La raquette est reliée par un câble
souple au rack de commande pour piloter manuellement et finement chacun
des 4 axes.
La raquette est munie de :
- Un bouton poussoir rouge arrêt d'urgence avec une Led rouge
- Un commutateur rotatif 4 positions pour choisir l'axe à commander
- Un commutateur rotatif à 4 positions pour choisir la vitesse : 0.1,
1, 10 ,100
- Une Led rouge sous tension
- Une roue
codeuse
Ø60 100
impulsions/tour pour des déplacements précis

L'intérieur de la raquette (avant câblage) (avec
l'arrêt d'urgence provisoire) :
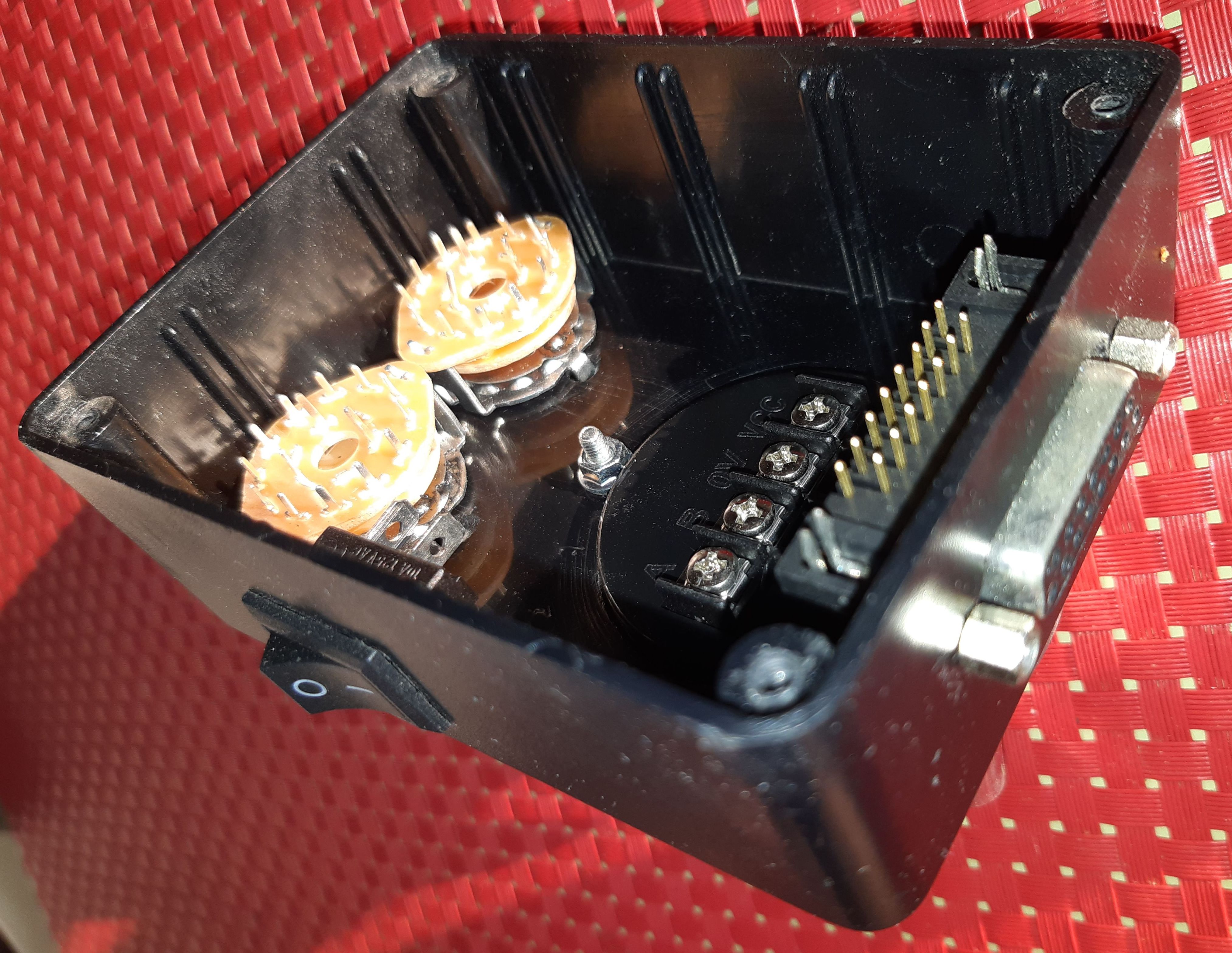
.
L'intérieur de la raquette câblée (avec l'arrêt d'urgence provisoire) :
Une led rouge (peu visible) comme voyant et pour indiquer le 0 de la
roue codeuse
Connecteur DB15 femelle : nous
avons besoin de :
masse, alim, AB roue, 4 pour le commutateur d'axe, 3 ou 4 pour le
commutateur vitesse, 2 arrêt urgence soit 13 contacts mini.
Nous avons choisi un DB15 à 2
rangées : on trouve des cordons imprimante DB15 mâle-DB15 femelle
connectés broche à broche.
Les câbles vidéo DB15 3 rangés (mâle - mâle) n'ont que 12 fils ce qui
est insuffisant.
Brochage :
1 (noir) Masse
2 (rouge) Alim 5V (71 mA)
3 (vert) A roue codeuse
4 (bleu) B roue codeuse
5 (marron) X
6 (gris-orange) Y
7 (gris-noir) Z
8 (blanc) axe 4
9 (jaune-violet) 0.1
10 (gris-bleu) 1
11 gris-violet) 10
12 (jaune) 100 en principe NC
13 NC
14 (blanc) arrêt d'urgence
15 (blanc-orange) arrêt urgence

.
L'extérieur du boîtier
(100x50) de la raquette (avec l'arrêt d'urgence définitif) :
- Les boutons ont été
imprimés en 3D
- La led rouge n'est pas visible

5ème
partie : carte contrôleur, TB6600 et Mach3
Pour la commande du robot, nous avons
utilisé un kit contrôleur CNC fourni avec le très populaire logiciel de
CNC Mach 3.
Mach3 est un logiciel CNC très complet mais il faut du temps pour le
maîtriser. Il permet, manuellement ou avec un fichier GCODE, de piloter
une CNC XYZ....
Mach 3 permet de commander (ici via un cordon USB imprimante fourni) le
robot.
Nous avons commandé un kit
CNC
aliexpress environ 50 € :

.
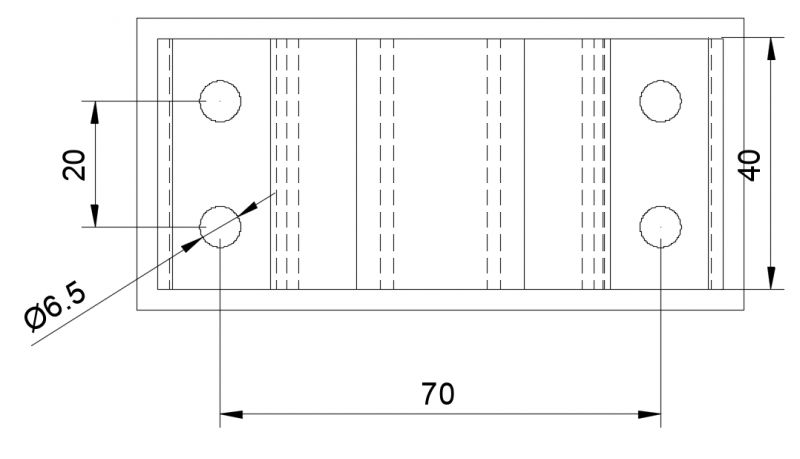
Le kit comprend la carte contrôleur (85x80X~10, entraxe M3 (71x69.4),
reliée au PC, les 4 TB6600 (81x50x29) connectés au moteur pas à pas, le
cordon USB (imprimante) et les pilotes et logiciels dont Mach3.
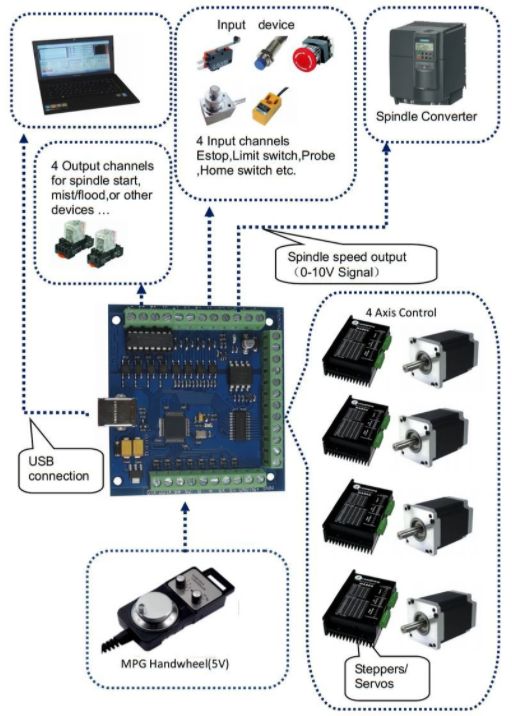
La carte contrôleur a quatre connecteurs :
- Bornier 10 broches MPG pour la roue
codeuse
- Bornier 12 broches Axis pour relier
les 4 TB6600 des moteurs
- Bornier 12 broches Out pour les
entrées/sorties de la machine : 0, Fin de course, arrêt d'urgence,
moteur de broche...
- USB B (imprimante) pour relier
au PC
Ce
kit est compatible Windows USB et
contient dans un microCD : le logiciel de CFAO Mach3 et les fichiers de
config.
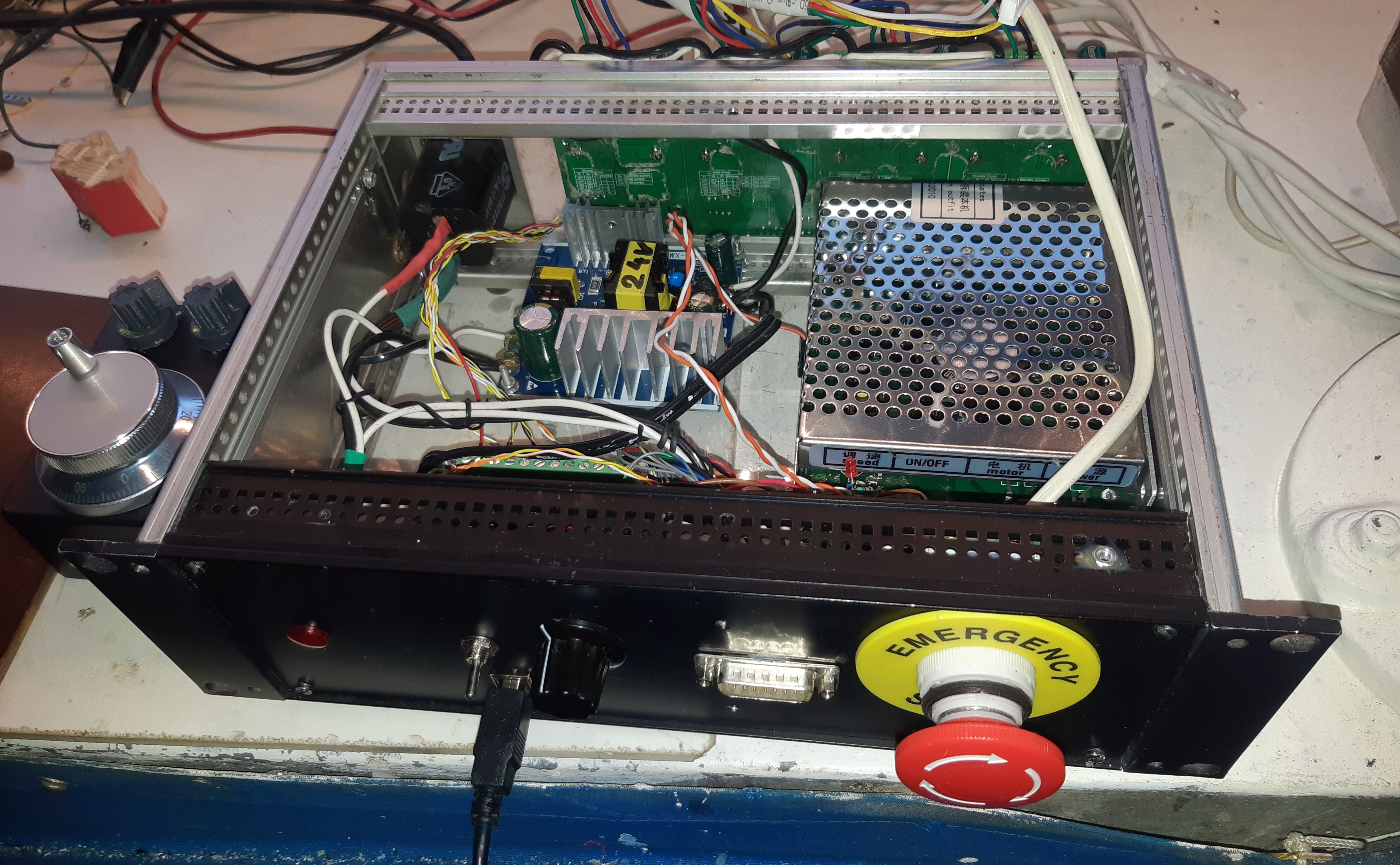
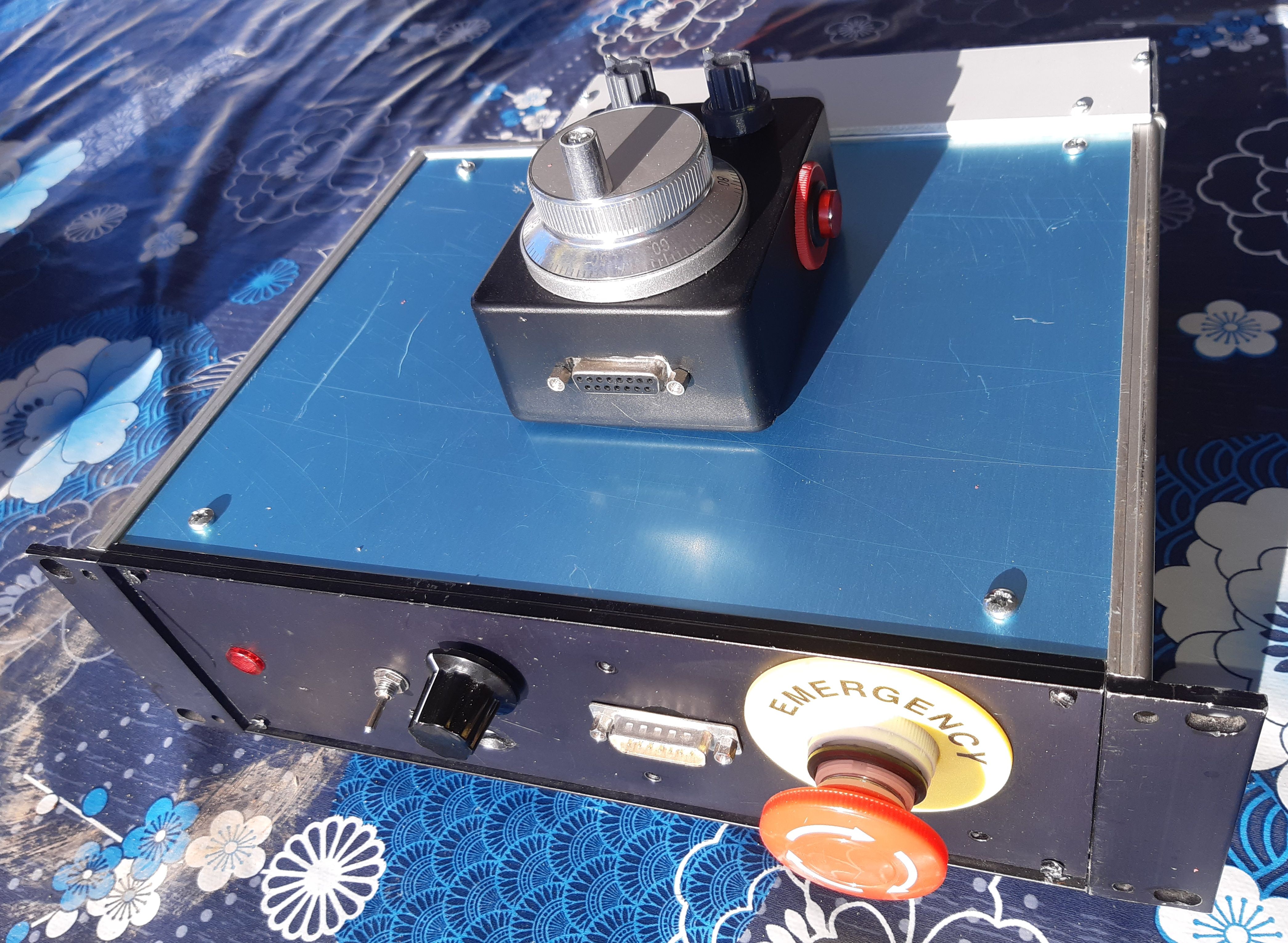
Vue avant du rack de commande sans le
dessus :
A gauche, la raquette de commande (non connectée).
La face avant du rack : de gauche à droite : le voyant de marche,
l'interrupteur de broche (Manuel, arrêt, automatique), le connecteur
USB,
le potentiomètre de vitesse de broche, le connecteur de la raquette et
l'arrêt d'urgence.
A l'intérieur : de gauche à droite, l'embase secteur, l'alimentation
moteur, on voit à peine un bornier de la carte contrôleur,
l'alimentation de broche
A l'arrière, les 4 TB6600 reliés aux moteurs des 4 axes.
.
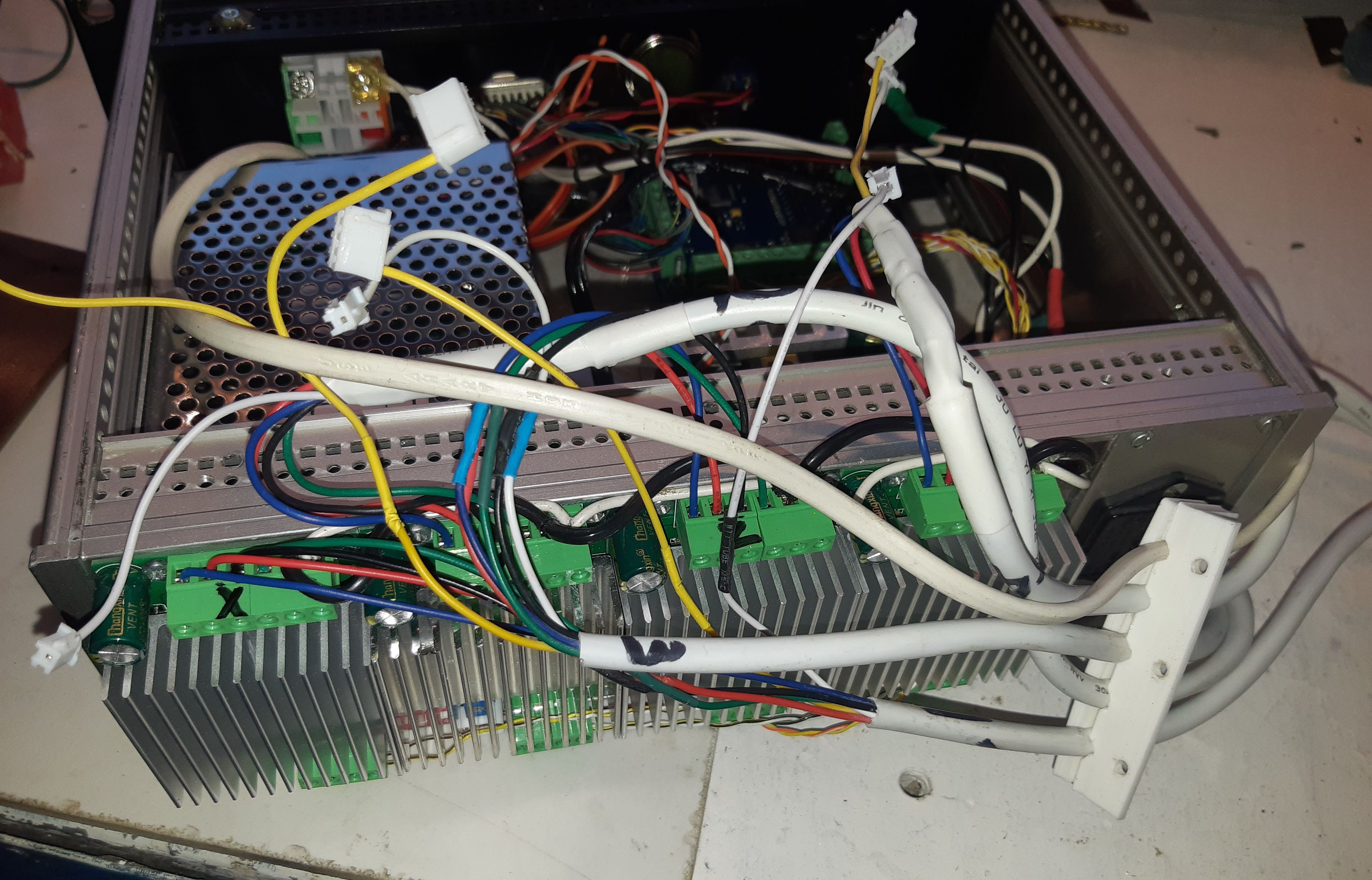
Vue arrière du rack de commande sans
dessus ni capot arrière:
Les 4 TB6600 reliés provisoirement directement aux moteurs.
Les 0 du moteur ne sont pas encore reliés. La broche est
provisoirement directement reliée sur l'alimentation
.
Vue
arrière du rack de commande avec le
capot arrière (et la raquette) :
Un profilé en aluminium sert de capot arrière. 4 embases femelle DB9
sont reliées aux 4 sorties des TB6600. (4 fils du moteur + 2 fils pour
le switch du 0)
Une embase femelle DB9 montée verticalement à côté de l'embase secteur
permet l'alimentation de la broche moteur.
Ainsi, on peut déconnecter entièrement la CNC de son boîtier de
commande.
Cela permettra aussi d'utiliser ce même boîtier pour piloter une CNC
XYZ cartésienne future..
.
Le rack et la raquette :
Recette :
- Utiliser le CD d'installation livré
avec le kit
- Ouvrir le fichier USB_Motion_Card_STB4100_Manual.PDF
- Suivre les instruction et lancer Mach3VersionR3.041.exe pour
installer Mach3
- Cocher RnRMotionControllerECO-V2.0
et Don't ask me again, OK
- Ne pas
lancer le logiciel
- Copier le fichier de licence Mach1Lic.dat
dans le répertoire C:/Mach3
- Copier
le fichier RnRMotion.dll dans le répertoire /Plugins de Mach3
- Redémarrer le PC (Impératif)
- Relier la raquette avec la roue
codeuse au connecteur MPG de
la carte contrôleur :
- Masse à GND
- +5V à +5V
- A à A
- B à B
- Xaxis à XS
- Yaxis à YS
- Zaxis à ZS
- Axis à AS
- NC
- NC
- X10 à X10
- X100 à X100
- NC
- Et au connecteur Out de la carte
contrôleur
- 14 à V-
- 15 à I1
- Lancer Mach3Mill
- Suivre scrupuleusement
les
instructions de USB_Motion_Card_STB4100_Manual.PDF
pour régler toutes les config (Il y en a pas mal...)
- Nota
: la configuration est stockée dans le fichier Mach3\Mach3Mill.xml et
peut être recopiée dans un autre PC
- Clic sur Reset
- Appuyer sur (Tab) pour faire
apparaître la MPG virtuelle
- Régler la raquette sur X
et 100
- Régler le MPG
MODE
- Mode : Velocity only
- Jog Mode : MPG
- MPG axis : X
- Tourner la roue codeuse de la
raquette doit incrémenter ou décrémenter X (et fait clignoter la Led
verte de la carte contrôleur)
- Quitter le logiciel Mach3
- Save
Fixture Yes (Conserver les réglages)
- Débrancher la carte du PC
- Connecter les 4 TB6600 au
connecteur Axis de la carte contrôleur :, chacun relié à un moteur pas
à pas, pour chaque TB6600 :
- CK+
à AP
- CW+
à AD
- +5V
à +5V
- Et ainsi de suite X, Y, Z...
- Relier l'autre connecteur de chaque
TB6600 à :
- DC+
au +alim 24V
- DC-
à la masse alim 24V
- A+
sur le fil rouge du moteur
- A-
sur le fil noir du moteur
- B+
sur le fil vert du moteur
- B-
sur le fil blanc du moteur
- Alimenter la carte en 24V et en 5V
- Connecter la carte au PC via le
cordon USB
- Lancer Mach3Mill
- Appuyer sur (Tab) pour faire
apparaître la MPG virtuelle
- Clic sur Reset
- MPGMODE, JogMode : MPG
- Avec X+,
X-, Y+, Y-, Z+, Z-, 4+, 4- ou
la roue codeuse de la raquette, on doit pouvoir déplacer les 4 axes
- Relier l'alimentation de la
broche à la commande de la carte
- Com
à GND de l'alimentation moteur
- O1
à Start
- DAC
à AVI (commande analogique s'il
y en a une)
- File, Load G-code, charger un
des fichiers G-code fourni (après
les
avoir renommés en .tap)
- Clic sur Cycle
Start (alt-R) le robot doit
s'animer
- Relier l'arrêt d'urgence de
la raquette
- 14 à V-
- 15 à I1
- On peut ensuite relier les
câbles des switches de 0 (en //) à la carte entre V-
et I2
- Rajouter des fins de course
(en //) à la carte entre V-
et I3
- Mach3 : onglet Offset
Alt5, permet de régler le
diamètre d'outil et lancer un usinage
Nota:
l'onglet Toolpath de Mach3 permet de suivre la trajectoire de l'outil
Nota:
Tous les réglages sont
sauvegardés dans le fichier Mach3Mill.XML. Il est recommandé d'en faire
une sauvegarde.
A refaire
à chaque mise sous tension :
- Lancer Mach3
- Appuyer sur (Tab) pour faire apparaître la MPG virtuelle
- Clic sur Reset
- MPGMODE, JogMode: MPG
Liste de sites web avec des infos pour
Mach3 :
Mach3fr
fraisage
manuel de l'utilisateur
Tout ça marche
bien, les mouvements sont relativement rapides et précis. Il faut
optimiser tous les réglages de Mach3 (Il y en a pas mal...)
Vidéo
Youtube du robot 4 axes et
broche (4)
4ème
partie : logiciel PC
Nous utilisons la
version gratuite (réservée aux
amateurs) de Fusion
360,
le logiciel de CFAO d'Autodesk pour la conception 3D.
Attention
: la version gratuite est limitée : certaines opérations: Orientation
d'outil, Enrouler le parcours
d'outil... les vitesses élevées... sont réservées à la version
payante.
Fusion 360 permet la conception d'objet en 3 dimensions. (Extrusion,
Révolution, Soustraction...) et permet la fabrication de ces objets :
par exemple, en fraisage, on définit le bloc dans lequel on veut
découper notre pièce, l'axe de l'outil...
On peut découper en 2D (contour d'une tôle ou d'une planche). On peut
sélectionner un outil (métrique ou pouce) : diamètre...
On définit la hauteur du bas du modèle.
On définit la profondeur des passes.
Exemple de conception :
- Lancer Fusion360
- Donner un nom au projet
- Conception,
Solide, Créer une esquisse
- Sélectionner une face
- Dessiner (Ligne,
rectangle, arc, cercle) la
figure 2D aux dimensions approximatives
- Cote
d'esquisse : clic sur un bord pour poser une cote d'esquisse,
taper la valeur souhaitée pour mettre la figure 2D à la bonne dimension
- Clic sur Terminer
l'esquisse
- Extrusion,
sélectionner la figure 2D et taper la hauteur d'extrusion
- Molette pour zoomer, molette appuyée
pour se déplacer, Molette + Maj pour s'orienter
- Créer une esquisse
- Sélectionner la face supérieure de
l'objet créé
- Dessiner un cercle sur la face
- Terminer
l'esquisse
- Extrusion,
sélectionner le cercle et entrer une hauteur négative : nous
venons de percer la boîte
- Changer d'espace
de travail : Fabriquer
- Fraisage, Contour
2D
- Fraisage, Outil,
Sélectionner, Sample tools, Metric, Fraise diamètre 3mm (L'outil
apparaît en 3D)
- Fraisage,
Géométrie , Sélection de contour, clic sur la base de la pièce, OK
- Fraisage,
Hauteur,
Hauteur sur le fond, depuis, Bas du modèle
- Hauteur
sur le dessus, depuis, Haut du modèle
- Passes,
Passes d'ébauche, Recouvrement maxi : régler la profondeur de
passe ex : 0.2 mm
- Actions,
Simuler, clic sur le triangle en bas pour voir l'outil usiner
- Sélectionner,
clic sur la face supérieure
- Clic droit dans Configuration,
Post-Traiter,
Post-processeur, Choisir dans la bibliothèque: ex :
ArtSoft MachMill3 (Mach3 .tap)
- Choisir le dossier et le nom du
fichier de sortie
- Clic sur Post-Processeur,
choisir le
répertoire et le nom de fichier, Enregistrer
- Enregistrer et fermer Fusion
360
Le
code machine est généré !
Nous rappelons que le code
machine est du G-code et qu'il peut être facilement consulté ou modifié
avec un éditeur de texte comme Notepad.
Rappels sur le Gcode (Mach3) :
- G0 avance rapide : ex G0 X0 Y0
Z0 A0 F10000 (init) (avance rapide 3 axes à 0, vitesse maxi)
- G1 usinage ex : G1 X2 Y2 Z2 A20
F800 va au point de coordonnées 2, 2, 2, 2 à la vitesse de 800
- G02 arc de cercle CW ex : G02
X2 Y0 R20 G20 (arc cercle CW départ 2,0 rayon 2)
- G03 arc de cercle CCW ex : G03
X2 Y0 R20 G20 (arc cercle CCW départ 2,0 rayon 2)
Attention
: Le code machine a été généré pour une machine Artsoft MachMill3.
Il reste à créer ou adapter un
fichier de configuration de post-processeur spécifiquement pour notre
machine à quatre axes rotatifs...
C'est un fichier javascript avec une extension CPS
On peut charger des fichiers de configuration de post-processeurs de
CNC existant à https://cam.autodesk.com/hsmposts.
Voir aussi https://robodk.com/doc/en/Post-Processors.html#PostProcessor
5ème
partie : les essais
Le
premier essai : usinage avec une fraise de Ø3 d'un petit morceau de
bois :
- Passage au-dessus
en vitesse rapide
- Démarrage de la
broche
- Descente lente de
l'outil
- Fraisage d'un
rectangle
- Relève l'outil
- Arrêt broche
- Ramène le robot au
0.
.
Vidéo
Youtube du robot : fraisage
d'un morceau de bois (5) :

Vidéo
Youtube du robot : mesures
de répétabilité (6) :
Le
robot
déplace ses 4 axes pour revenir au point de départ pour appuyer
sur un comparateur 6 fois de suite :
résultats mesurés sur le comparateur : 0.19, 0.13, 0.14, 0.14,
0.15, 0.13
soit un écart: +0.03, -0.03, -0.02, -0.02, -0.01, -0.03. Dans ces
conditions : erreur maxi : 0.03 mm.
Nota : Le ressort de
compensation de poids de l'axe Y a été amélioré : plus gros et plus
puissant.
.
Problème avec Mach3
et les switches "home" : lorsque Mach3 atteint le switch, il repart un
bref instant en arrière pour retourner sur le switch en vitesse lente.
Avec nos TB6600 réglé à 16 micro-pas (pour plus de précision) Mach3,
après voir atteint le switch, ne recule pas assez longtemps et la
procédure "home" s'arrête là.
A priori, on ne peut pas régler cette tempo dans Mach3. (Si quelqu'un
connaît une solution...)
Il y a pourtant beaucoup de réglages dans Mach3...
Deux solutions : modifier les switches.
ou diminuer les micro-pas sur les TB6600, nous les avons réglé à 4 au
lieu de 16 : on gagne en vitesse, on perd en précision mais
l'initialisation fonctionne.
(Du coup nous avons diminué, dans la config Mach3, les accélérations et
vitesses maxi moteur pour ne pas perdre de pas et être compatible avec
l'inertie de notre robot.
Sur Mach3, clic sur Ref All Home :
L'axe Z tourne jusqu'à sa butée puis revient légèrement, retourne à la
butée en vitesse lente et revient légèrement et met le Y machine à 0.
(Ce sont donc les coordonnées machine qui sont à 0)
Puis idem pour l'axe Y, puis l'axe X, puis l'axe 4.
On peut ensuite déplacer les X, Y, Z, A du robot pour régler le 0
utilisateur.
Et enfin lancer le Gcode d'usinage.
That's
All, folks !
Écrivez-nous
:

http://spt06.perso.libertysurf.fr
Commencé
le
26/09/2020

A jour le 28/06/2022